-

-
杭州川一实验仪器有限公司
Hangzhou chuanyi Electronic Co.Ltd.
17366658694

热门搜索:

起订量:3 价格:13256
起订量:10 价格:12540
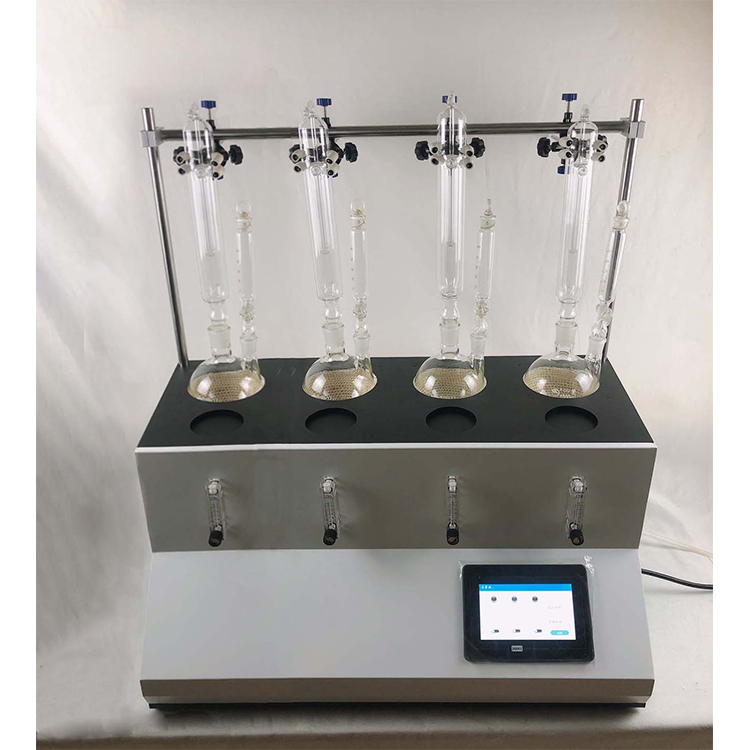
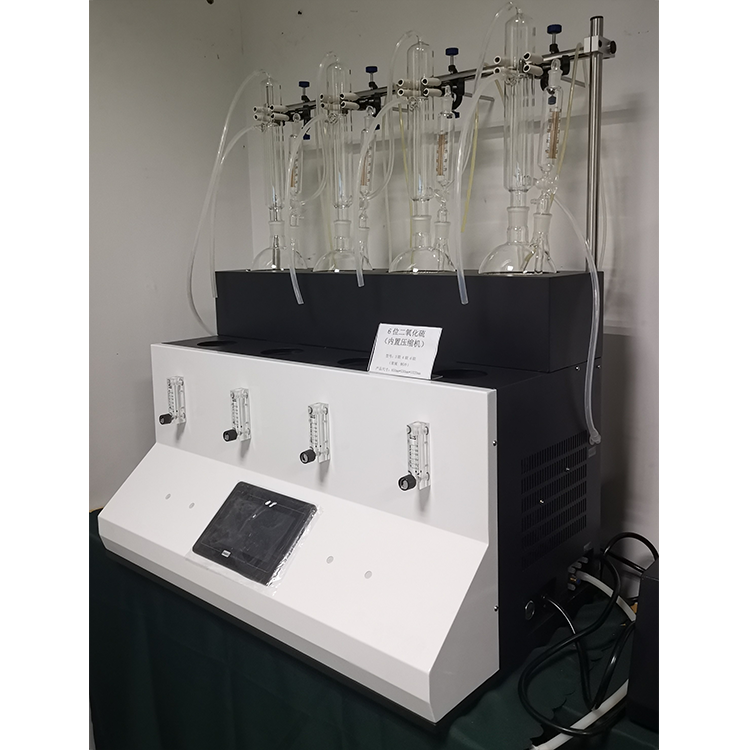
实验室全自动蒸馏器 CYSO2-3 蒸馏仪 食品检测蒸馏装置
检测仪由光源、比色池、高灵敏度集成光电池、微处理器、全汉字大屏幕液晶屏、嵌入式微型热敏打印机、无线传输模块和集成芯片构成,可直接在大屏幕液晶屏上显示出被测样品中相关指标的含量,并打印出分析,还可以通过计算机接口将到“食品安全信息系统”终端数据库进行分析。该方法单次检测成本较低、操作简便快速, 方便执法人员或生产质控人员现场使用和车载使用。
检测仪是一种工业用高灵敏度、宽范围气体泄漏检测报警仪。采用进口电化学传感器(可燃气为催化燃烧式),由功能强大的嵌入式微处理器控制,配合大规模数字集成电路和微功耗元器件,将空气中气体浓度信号转化为电信号,由液晶屏直观数字显示,当环境中被测气体浓度达到或**过预设浓度值时,仪器立即发出声、光、振动三重报警,有效保证工作人员的生命安全不受侵害,生产设备不受损失,整机性能居国内水平。
检测仪特点:
1.高度防水设计 **小的体积,精巧的设计
2.友好界面,操作简单 内置震动报警功能
3.可调节的高低报警功能 内含技术的微处理器
4.按下按钮可显示峰值 数据存储和下载可选
检测仪的应用领域介绍
检测仪是一款高精度气体探测仪表,它可以分别检测可燃气体、液体蒸汽、有毒有害气体等。采用高性能检测元件,具有灵敏度高和重复性好的优点;**高容量的锂离子电池,可连续工作8小时以上(有毒气体连续使用300小时),附带震动及其两较声光报警,以及-40-70度的工作环境,是化工、冶炼、燃气、制药、**、电力、消防等行业开展工作的理想选择工具。
检测仪采用的**低功耗微控制器,**高亮LED显示。可设置高低报警点,两级报警,屏幕显示报警类别,标定浓度值可调,方便用户标定。传感器高浓度保护功能,传感器故障自检、电池欠压提示,提供实时时钟显示。可更换的模块化传感器,自动校准功能,减小测量误差,两级三重报警(声、光、振动),不易忽略,开机自检测功能,密码管理功能,重要操作需密码验证,有效防止误操作。检测仪外壳采用高强度ABS工程复合防滑塑胶制成,强度高、手感好,防水、防尘、防爆。
检测仪有哪些应用:
1、公共场所:人员密集的场所,比如会议室、教室、展览馆、医院、商场、酒吧、饭店、机场、火车站、厅等地,可以安装检测仪来进行通风控制及环境质量监测。用以**人们的身体健康。
2、工业:在工业中应用广泛,例如废水处理、安全生产,尤其是井下作业需要对浓度进行监测。在金属加工、纸浆和造纸、清洗和溶剂提取以及低温清洗等与相关行业中,普遍使用检测仪。
3、农业:关系到植物的光合作用。因此广泛用于农业,适当的浓度气肥可提高农业作物的产量。当浓度不足时,可使用气肥,无论是对于蔬菜植株生长还是对蔬菜产量提升,都有很大帮助。
4、畜牧业:空气的质量关系到动物们的健康生长。如果空气长期浑浊,浓度高,又得不到通风就会导致动物生病或者导致疫病爆发流行。因此在养殖场安装检测仪可预防动物疫情的发生。
添加剂的出现是造福人类的,而如今,作为食品添加剂发挥着漂白剂、防腐剂还有抗氧化剂的功能。但是一些不法商贩,为了过渡追求食物的鲜艳色泽和延长存放时间,过量使用,会使食物的残留**标,就会对身体造成不佳影响。如果过量使用、滥用就会危害身体健康。不过,只要残留在食物中的不**标,只要科学的合理使用,就不用担心。
那么问题来了,怎样才能知道的残留是否符合国家标准?又该拿什么仪器来检测的残留呢?
很多用户还在采用玻璃蒸溜装置检测。遇到的问题:蒸馏时间长、回收率低(一般在30-50%)。给检测机构或药企的检测带来的困惑。解决了这二个问题。蒸馏时间在6分钟、回收率在70-80%以上。根据药典原理:在消化管内加入了盐酸、蒸馏产生的高温把置换出来(通),一般蒸馏在90分钟。蒸汽和气体进入冷凝管,流出液被吸收液吸收。同理凯氏定氮也是蒸馏原理,但玻璃装置蒸馏气的回收率可以达到99%以上,且时间可以在30分钟内。
为何同为蒸馏原理,且二者的蒸馏结果大同小异,差别会如此之大?真正的原因在于被检查的气体不同:气分子量17、分子量64、空气分子量为29左右、水蒸气分子量18。
当蒸馏气时:气溢出液面(由于分子量小于空气,比重也小于空气)后直接往上挥发,和蒸馏水一起进入冷凝管,由于冷凝管内把蒸汽变成蒸馏水使得冷凝管内产生负压,连续不断的吸收新产生的蒸馏水和气。所以凯氏蒸馏尽可能的把气所吸收。所以蒸馏时间短、回收。
当蒸馏时,溢出液面后(分子量大于空气,比重也大于空气)一直沉淀在液面上,即便冷凝管产生的负压也不够完全把气体吸到冷凝管内,以致于回收率低,为了提高回收率就必须延长蒸馏时间,或外接把气体向上推。
检测仪为了解决这问题,增加了蒸馏功率到1.5KW,蒸馏液30ml/分钟。水蒸气的比重在0.5977克/升(一个大气压),30ml/分钟蒸馏液就是50升/分钟的水蒸气。这样在消化管内产生一个较大的蒸汽压力,另外冷凝管冷却了大量的蒸汽,也产生了较大的负压。气体其他在下面有较大的压力向上推,上面有较大的吸力向上吸。这样提高了蒸馏效率和提高了回收率。